Basic housekeeping and preventive maintenance
help produce quality parts and maximize band saw blade life.
Material separation with a band saw machine is the beginning of most fabrication and many manufacturing operations. Unfortunately, the saw that’s responsible for business income usually doesn’t receive the preventive maintenance it deserves.
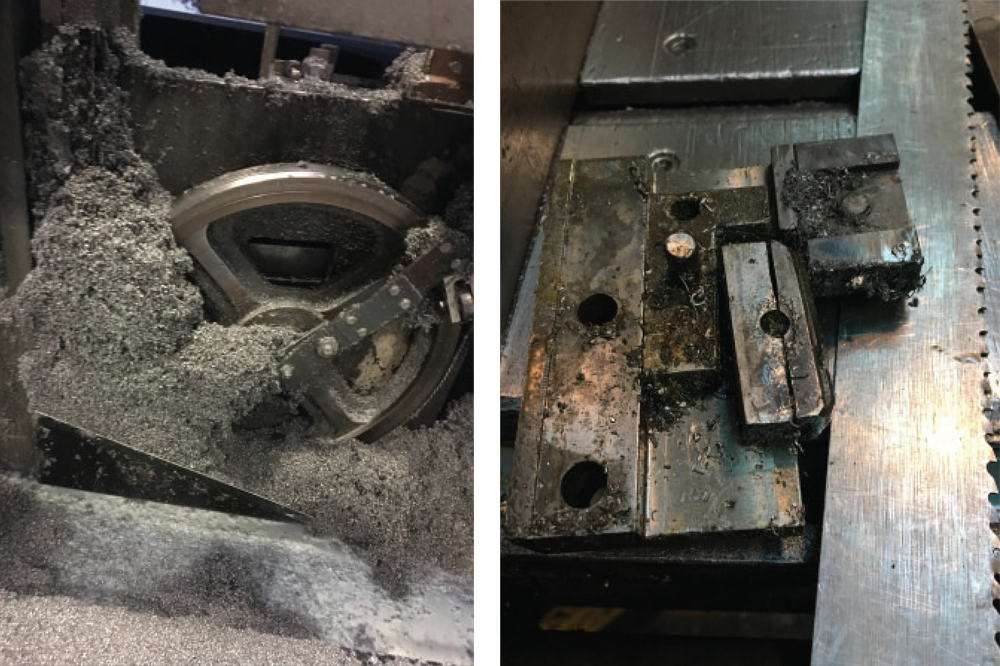
- Metal chips should be cleaned from moving parts, the saw table, and the vise area daily.
- Band guides should be opened, cleaned, and inspected for wear or damage at each band change.
- Oil leaks should be investigated and repaired to avoid coolant contamination.
- Coolant levels and proper ratios checked daily or at each addition of coolant.
- Hydraulic Oil levels checked daily and filters replaced per manufacturers suggestion. (Fluctuations in pressure can result in erratic head decent, vise holding and blade tension).
- Worn band wheel bearings should be replaced to maintain proper band tracking and prevent erratic movement of the band that can cause teeth to strip and back edge contact with flange.
- Chip brush should be inspected at each blade change and adjusted properly at each blade change. Work-hardened metal chips carried back into the kerf can snag and break tooth tips. Sufficient coolant fl ow combined with a good chip brush can alleviate this problem).
Cutting fluid is critical when saw-cutting nearly all metals. Usually the most cost-effective coolant for sawing mild steels and higher alloy metals, is a quality cutting fluid specifically formulated for band sawing applications.
Properly mixed to the manufacturer’s specification, coolant can extend band life by providing both lubrication and evaporative cooling.
Because coolant also helps flush chips from band gullets, adequate fl ow is a must. Selecting the proper fl ow is crucial for performance and blade life.
Some operators will attempt to reduce resident deposits and the mess associated with coolant by reducing flow.
 Often, to avoid the mess created by water soluble coolants, saw operators will opt to use an oil misting system that provides lubricity but not evaporative cooling.
Often, to avoid the mess created by water soluble coolants, saw operators will opt to use an oil misting system that provides lubricity but not evaporative cooling.
When a misting system is used or coolant flow is reduced, a reduction in band speed usually is required to minimize heat buildup at the tooth tip.
Materials that shift during the cutting process can be a major cause of a blades tooth loss and chipping, it’s important that the vise, manual or hydraulic, hold the material securely in position.
Every effort should be made to hold each piece of material securely to avoid movement or rotation.
It’s also imperative that any chips that may have accumulated be removed from the sides of the vise before the material is clamped. Vibration created during the cutting process can cause chips to break loose and allow material movement.
The vise and table should be square to the blade both horizontally and vertically. This will aid in ensuring precise and square cuts.



